挤压丝锥的应用非常的广泛,主要用于盲孔攻丝。优点是挤压丝锥在加工过
程中不会产生切屑,无需处理铁屑的残留,可以节约一道工序。不像切削丝
锥那样开有较深的容屑槽,因此其强度与切削丝锥相比要大得多,能承受较
大的切削力,用挤压丝锥来加工该零件的深孔螺纹是比较合适的。
挤压丝锥的使用局限
虽然挤压丝锥有的诸多优点,但它也有加工的局限性。挤压丝锥只适用于加
工强度较低、塑性较大的材料,如铜、铝合金、低碳钢及奥氏体不锈钢等,
在使用挤压丝锥时,要评估两点材料 材料硬度与螺距
根据经验,被加工材料硬度和挤压丝锥之间的关系见下表。
被加工材料硬度与挤压丝锥直径的关系表
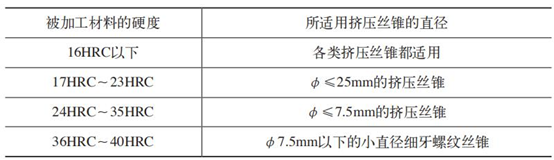
备注:使用台创攻牙机,挤压直径约30的螺纹,单个丝锥挤压约1000颗螺母。
挤压丝锥攻螺纹前底孔直径的确定
普挤压丝锥在加工螺纹时不需切削金属,而是挤压金属,通过金属的塑性流
动形成螺纹牙型,因此其底孔直径要大于螺纹小径。
底孔直径过小会出现螺纹小径偏小、丝锥磨损加快甚至折断等问题,而底孔直径
过大则导致螺纹小径偏大、牙型不完整,螺纹强度达不到设计要求。
如图所示。

a)预钻孔直径太大

b)预钻孔直径符合要求
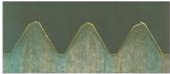
c)预钻孔直径太小
挤压螺纹底孔直径计算
攻螺纹前底孔直径的理论值可以用以下公式计算
D= d- 0.68LP
D 为攻螺纹前的底孔直径;
d为丝锥的公称直径;
L为螺纹的螺距;
P为螺纹牙型百分比。
式中 P值等于螺纹牙型与理论全齿高之比,因为挤压成形的金属硬化作用,挤
压成形的螺纹强度要比切削螺纹的强度高得多,挤压螺纹的牙型百分比达
到 60%即可满足使用要求,所以在通常情况下, P值取 65%为标准值。
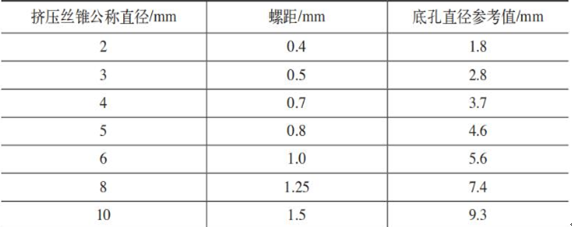
常用直径螺纹在挤压攻螺纹时的底孔直径参考值见表 。
常用直径螺纹挤压攻螺纹底孔直径参考值
攻丝速度选择
受丝锥直径、螺纹螺距、被加工材料的性能、丝锥性能(涂层与否、有无润
滑槽等)及切削液等方面因素影响,挤压丝锥的攻螺纹速度一般在500~1 200r/min。
上一条:深孔攻牙的注意事项 下一条:螺丝切削攻牙钻孔径和滚造径对照表
|