攻牙机
数控车床 通止规检测设备 18988639851
关于我们
厂房相片
产品中心
往复式攻牙机系列
通过式攻丝机系列
立式转盘多工位钻攻一体机
卧式转盘多工位钻攻一体机
通止规检测设备
非标设备
攻牙视频
成功案例
联系我们
新闻动态
公司新闻
行业新闻
您当前位置:
首页
-
新闻资讯
- 攻牙机在攻丝过程中遇到的问题
攻牙机在攻丝过程中遇到的问题
攻牙机在攻丝过程中遇到的问题
点击:
5181
发布单位:
陈晓燕
发布时间:
2022/8/11
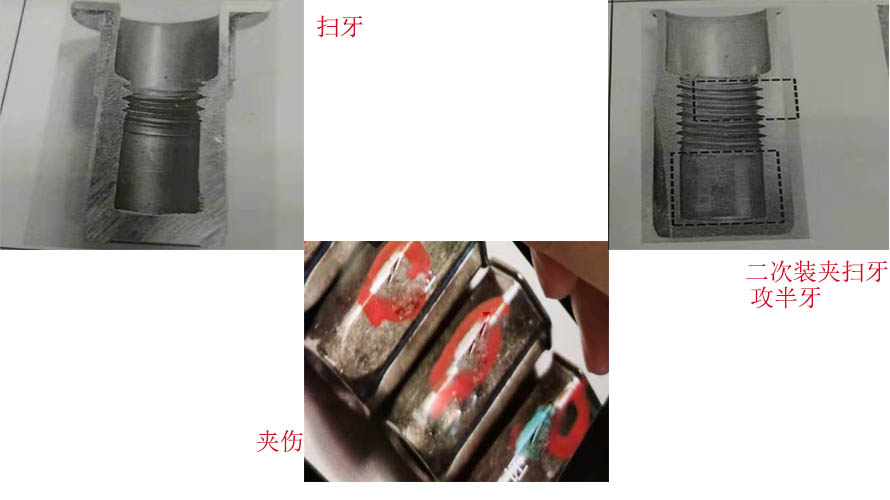
长期从事自动攻丝行业,特别总结了一些攻牙机在攻丝的过程中经常会遇到的问题,希望能对您有帮助,也欢迎您提出不同意见
丝锥折断
螺纹底孔加工时直径偏小,排屑不好造成切屑
断丝锥
;
攻
盲孔
螺纹时,钻孔的深度不够;
攻螺纹时切削速度太高过快;
攻螺纹用的丝锥与螺纹底孔不同轴;
丝锥刃磨参数的选择不合适,
被加工件硬度不稳定;
丝锥崩齿
丝锥角
度
选择过大;
丝锥每齿切削厚度太大;
丝锥的淬火硬度过高;
丝锥磨损过快
攻螺纹时切削速度过高;
丝锥刃磨参数选择不合适;
切削液选择不当,切削液不充分;
工件的材料硬度过高;
丝锥刃磨时,产生烧伤现象。
螺纹中径过大
丝锥的中径精度等级选择不当:
切削选择不合理;
攻螺纹切削速度过高;
丝锥与工件的螺纹底孔同轴度差;
丝锥刃磨的参数选择不合适;
刃磨丝锥中产生毛刺,丝锥切削锥长度过短。
螺纹中径
过小
丝锥的中径精度等级选择不当;
丝锥刃磨参数选择不合理,丝锥磨损;
切削液选择不合适。
螺纹表面粗糙度值过大
丝锥的刃磨参数选择不合适;
工件材料硬度过低;
丝锥刃磨质量不好;
切削液选择不合理;
攻螺纹时切削速度过高;
公司固话:0757-85755398
服务热线:18988639851
电子邮箱: 892115462@qq.com
公司地址:广东省佛山市南海区狮山镇狮北岗头工业区台创机械厂
...
友情链接:
网站地图
瓷砖胶
户外灭蚊灯
Copyright © 佛山市台创机械制造有限公司 版权所有 备案号:
粤ICP备18153544号